
1 Pazemes bojājumu definīcija un cēloņi
Optisko komponentu apakšvirsmas bojājumi (SSD, zemvirsmas bojājumi) parasti tiek minēti augstas precizitātes optiskos lietojumos, piemēram, intensīvās lāzersistēmās un litogrāfijas iekārtās, un tā esamība ierobežo optisko komponentu galīgās apstrādes precizitāti un vēl vairāk ietekmē attēlveidošanu. optisko sistēmu veiktspēja, tāpēc tam jāpievērš pietiekama uzmanība.Apakšvirsmas bojājumiem parasti ir raksturīgas plaisas elementa virsmas iekšpusē un iekšējie sprieguma slāņi, ko rada neliela materiāla sastāva atlikušā sadrumstalotība un deformācija tuvējā virsmas laukumā.Zemvirsmas bojājumu modelis ir parādīts šādi: augšējais slānis ir pulētais nogulumu slānis, un tad plaisas defekta slānis un sprieguma deformācijas slānis ir apakšējais slānis, un materiāla slānis bez bojājumiem ir iekšējais slānis.Tostarp plaisu defektu slānis un spriegumu deformācijas slānis ir pazemes bojājumi.
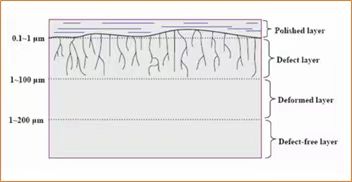
Optisko materiālu apakšvirsmas bojājumu modelis
Materiāla optiskās sastāvdaļas parasti ir stikls, keramika un citi cieti un trausli materiāli, komponentu agrīnā apstrādes stadijā ir jāveic frēzēšanas, smalkas slīpēšanas un rupjas pulēšanas procesi, šajos procesos pastāv mehāniska slīpēšana un ķīmiskas reakcijas. un spēlēt lomu.Abrazīvam vai abrazīvajam instrumentam, kas saskaras ar elementa virsmu, ir nevienmērīga daļiņu izmēra īpašības, un katra saskares punkta spēks uz elementa virsmu nav vienmērīgs, tāpēc izliektais un ieliektais slānis un iekšējais plaisu slānis ražot uz stikla virsmas.Saplīsušajā slānī esošais materiāls ir tā sastāvdaļa, kas slīpēšanas procesā ir saplīsusi, bet nav nokritusi no virsmas, tādējādi veidosies apakšvirsmas bojājumi.Neatkarīgi no tā, vai tā ir irdenu daļiņu abrazīvā slīpēšana vai CNC slīpēšana, šī parādība veidosies uz materiāla virsmas.Zemvirsmas bojājumu faktiskā ietekme ir parādīta šajā attēlā:
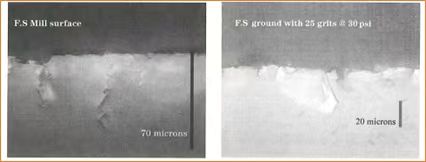
Virszemes bojājumu atveidošana
2 Virszemes bojājumu mērīšanas metodes
Tā kā zem virsmas bojājumus nevar ignorēt, optisko komponentu ražotājiem tie ir efektīvi jākontrolē.Lai to efektīvi kontrolētu, ir nepieciešams precīzi noteikt un noteikt komponenta virsmas pazemes bojājumu lielumu, jo kopš pagājušā gadsimta sākuma cilvēki ir izstrādājuši dažādas metodes izmēra mērīšanai un novērtēšanai. komponenta pazemes bojājumu, atkarībā no ietekmes pakāpes uz optisko komponentu veida, to var iedalīt divās kategorijās: destruktīvais mērījums un nesagraujošs mērījums (nesagraujošā pārbaude).
Destruktīvā mērīšanas metode, kā norāda nosaukums, ir nepieciešamība mainīt optiskā elementa virsmas struktūru, lai varētu atklāt zemvirsmas bojājumus, kurus nav viegli novērot, un pēc tam izmantot mikroskopu un citus instrumentus, lai novērotu mērīšanas metode, šī metode parasti ir laikietilpīga, taču tās mērījumu rezultāti ir ticami un precīzi.Nesagraujošās mērīšanas metodes, kas nerada papildu bojājumus komponenta virsmai, izmanto gaismu, skaņu vai citus elektromagnētiskos viļņus, lai noteiktu zemvirsmas bojājumu slāni, un izmanto īpašību izmaiņu apjomu, kas notiek slānī, lai novērtētu virsmas bojājumu lielumu. SSD, šādas metodes ir salīdzinoši ērtas un ātras, bet parasti kvalitatīvs novērojums.Saskaņā ar šo klasifikāciju pašreizējās apakšzemes bojājumu noteikšanas metodes ir parādītas zemāk esošajā attēlā:

Zemzemes bojājumu noteikšanas metožu klasifikācija un kopsavilkums
Tālāk sniegts īss šo mērīšanas metožu apraksts:
A. Destruktīvās metodes
a) Pulēšanas metode
Pirms magnetorheoloģiskās pulēšanas parādīšanās optiskie darbinieki parasti izmantoja konusveida pulēšanu, lai analizētu optisko komponentu apakšvirsmas bojājumus, tas ir, nogriežot optisko virsmu slīpā leņķī, veidojot slīpu iekšējo virsmu, un pēc tam slīpo virsmu pulējot.Parasti tiek uzskatīts, ka pulēšana nepasliktinās sākotnējos apakšvirsmas bojājumus.SSD slāņa plaisas skaidrāk atklāsies caur iegremdēšanas koroziju ar ķīmiskiem reaģentiem.Zemvirsmas bojājumu slāņa dziļumu, garumu un citu informāciju var izmērīt, optiski novērojot slīpo virsmu pēc iegremdēšanas.Vēlāk zinātnieki izgudroja lodīšu dimpling metodi (Ball dimpling), kas paredz izmantot sfērisku pulēšanas instrumentu virsmas pulēšanai pēc slīpēšanas, bedres izmešanas, bedres dziļumam jābūt pēc iespējas dziļākam, lai analīze. no bedres malas var iegūt informāciju par sākotnējās virsmas pazemes bojājumiem.
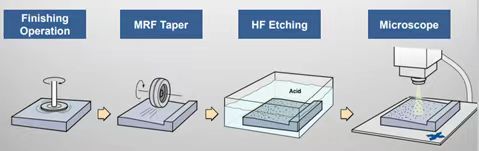
Izplatītas metodes optisko elementu pazemes bojājumu noteikšanai
Magnetorheoloģiskā pulēšana (MRF) ir metode, kurā optisko komponentu pulēšanai izmanto magnētisko šķidruma sloksni, kas atšķiras no tradicionālās asfalta/poliuretāna pulēšanas.Tradicionālajā pulēšanas metodē pulēšanas rīks parasti iedarbojas uz optisko virsmu ar lielu normālu spēku, savukārt Mr Polishing noņem optisko virsmu tangenciālā virzienā, tādējādi Mr Polishing nemaina optiskās virsmas sākotnējos apakšvirsmas bojājumu raksturlielumus.Tāpēc Mr Polishing var izmantot, lai pulētu rievu uz optiskās virsmas.Pēc tam tiek analizēts pulēšanas laukums, lai novērtētu sākotnējās optiskās virsmas apakšvirsmas bojājumu lielumu.
a) Bloku līmēšanas metode
Šī metode ir izmantota arī, lai pārbaudītu zemūdens bojājumus.Faktiski atlasiet kvadrātveida paraugu ar tādu pašu formu un materiālu, nopulējiet abas parauga virsmas un pēc tam izmantojiet līmi, lai salīmētu kopā abas parauga pulētās virsmas, un pēc tam sasmalciniet abu paraugu malas vienādi. laiks.Pēc slīpēšanas divu kvadrātveida paraugu atdalīšanai izmanto ķīmiskos reaģentus.Slīpēšanas stadijas radīto zemvirsmas bojājumu lielumu var novērtēt, novērojot atdalīto pulēto virsmu ar mikroskopu.Metodes procesa shematiskā diagramma ir šāda:
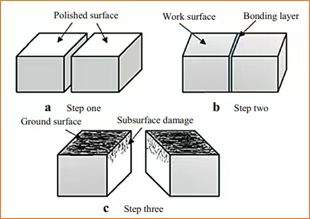
Zemvirsmas bojājumu noteikšanas shematiskā diagramma ar bloku līmēšanas metodi
Šai metodei ir noteikti ierobežojumi.Tā kā ir lipīga virsma, lipīgās virsmas stāvoklis var pilnībā neatspoguļot faktiskos apakšvirsmas bojājumus materiāla iekšpusē pēc slīpēšanas, tāpēc mērījumu rezultāti var atspoguļot SSD situāciju tikai zināmā mērā.
a) Ķīmiskā kodināšana
Metode izmanto piemērotus ķīmiskos līdzekļus, lai erodētu optiskās virsmas bojāto slāni.Pēc erozijas procesa pabeigšanas apakšvirsmas bojājumus novērtē pēc virsmas formas un detaļu virsmas raupjuma un erozijas ātruma indeksa izmaiņām.Parasti izmantotie ķīmiskie reaģenti ir fluorūdeņražskābe (HF), amonija hidrogēnfluorīds (NH4HF) un citi kodīgi līdzekļi.
b) Šķērsgriezuma metode
Paraugu atdala un izmanto skenējošo elektronu mikroskopu, lai tieši novērotu pazemes bojājumu lielumu.
c) Krāsvielu impregnēšanas metode
Tā kā slīpētā optiskā elementa virsmas slānis satur lielu skaitu mikroplaisu, materiālā var iespiest krāsas, kas var veidot krāsu kontrastu ar optisko substrātu vai kontrastu ar substrātu.Ja substrāts sastāv no tumša materiāla, var izmantot fluorescējošas krāsvielas.Pēc tam virsmas bojājumus var viegli pārbaudīt optiski vai elektroniski.Tā kā plaisas parasti ir ļoti smalkas un materiāla iekšpusē, ja krāsvielas iespiešanās dziļums nav pietiekams, tas var neatspoguļot patieso mikroplaisas dziļumu.Lai iegūtu pēc iespējas precīzāku plaisu dziļumu, krāsvielu impregnēšanai ir piedāvātas vairākas metodes: mehāniskā priekšpresēšana un aukstā izostatiskā presēšana, kā arī elektronzondes mikroanalīzes (EPMA) izmantošana, lai noteiktu krāsvielas pēdas ļoti zemās koncentrācijās.
B, nesagraujošās metodes
a) Novērtējuma metode
Novērtēšanas metode galvenokārt novērtē zemvirsmas bojājumu dziļumu atbilstoši abrazīvā materiāla daļiņu izmēram un komponenta virsmas raupjuma izmēram.Pētnieki izmanto lielu skaitu testu, lai noteiktu atbilstošo attiecību starp abrazīvā materiāla daļiņu izmēru un apakšvirsmas bojājuma dziļumu, kā arī atbilstības tabulu starp komponenta virsmas raupjuma lielumu un apakšējo daļu. virsmas bojājumi.Pašreizējās komponentes virsmas pazemes bojājumus var novērtēt, izmantojot to atbilstību.
b) Optiskā koherences tomogrāfija (OCT)
Optiskā koherences tomogrāfija, kuras pamatprincips ir Miķelsona traucējumi, novērtē izmērīto informāciju, izmantojot divu gaismas staru traucējumu signālus.Šo paņēmienu parasti izmanto, lai novērotu bioloģiskos audus un iegūtu audu apakšvirsmas struktūras šķērsgriezuma tomogrāfiju.Ja optiskās virsmas apakšvirsmas bojājumu novērošanai izmanto OCT metodi, lai iegūtu faktisko plaisas dziļumu, jāņem vērā izmērītā parauga refrakcijas indeksa parametrs.Tiek ziņots, ka šī metode var noteikt defektus 500 μm dziļumā ar vertikālo izšķirtspēju, kas ir labāka par 20 μm.Tomēr, ja to izmanto SSD optisko materiālu noteikšanai, no SSD slāņa atstarotā gaisma ir salīdzinoši vāja, tāpēc ir grūti radīt traucējumus.Turklāt virsmas izkliede ietekmēs arī mērījumu rezultātus, un mērījumu precizitāte ir jāuzlabo.
c) Lāzera izkliedes metode
Plaši pētīta arī lāzera apstarošana uz fotometriskās virsmas, izmantojot lāzera izkliedes īpašības, lai novērtētu pazemes bojājumu lielumu.Izplatītākās ir kopējās iekšējās atstarošanas mikroskopija (TIRM), konfokālā lāzera skenēšanas mikroskopija (CLSM) un krustojošās polarizācijas konfokālā mikroskopija (CPCM).krospolarizācijas konfokālā mikroskopija utt.
d) Skenējošais akustiskais mikroskops
Skenējošā akustiskā mikroskopija (SAM) kā ultraskaņas noteikšanas metode ir nesagraujoša testēšanas metode, ko plaši izmanto iekšējo defektu noteikšanai.Šo metodi parasti izmanto, lai mērītu paraugus ar gludām virsmām.Ja parauga virsma ir ļoti raupja, mērījumu precizitāte samazinās virsmas izkliedēto viļņu ietekmes dēļ.
3 Virszemes bojājumu kontroles metodes
Mūsu galvenais mērķis ir efektīvi kontrolēt optisko komponentu virszemes bojājumus un iegūt komponentus, kas pilnībā noņem SSDS.Normālos apstākļos apakšvirsmas bojājumu dziļums ir proporcionāls abrazīvās daļiņas izmēram, jo mazāks ir abrazīvā materiāla daļiņu izmērs, jo mazāks ir apakšvirsmas bojājums, tāpēc, samazinot slīpēšanas granularitāti, un pilnībā slīpēšana, jūs varat efektīvi uzlabot apakšvirsmas bojājumu pakāpi.Zemvirsmas bojājumu kontroles apstrādes shēma pa posmiem ir parādīta attēlā zemāk:
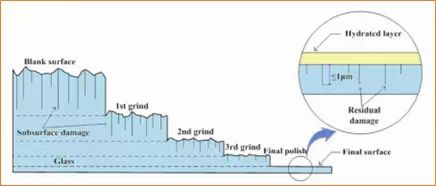
Pazemes bojājumi tiek kontrolēti pakāpeniski
Pirmajā slīpēšanas posmā pilnībā novērsīs sagataves virsmas apakšvirsmas bojājumus un šajā posmā izveidos jaunu apakšvirsmu, bet pēc tam otrajā slīpēšanas posmā ir nepieciešams noņemt pirmajā posmā radīto SSD un radīt jaunus apakšvirsmas bojājumus. atkal apstrādi, savukārt, un kontrolēt abrazīva daļiņu izmēru un tīrību, un visbeidzot iegūt paredzamo optisko virsmu.Šī ir arī apstrādes stratēģija, ko optiskā ražošana ir ievērojusi simtiem gadu.
Turklāt pēc slīpēšanas procesa komponenta virsmas kodināšana var efektīvi novērst apakšvirsmas bojājumus, tādējādi uzlabojot virsmas kvalitāti un uzlabojot apstrādes efektivitāti.
Kontaktpersona:
Email:jasmine@pliroptics.com ;
Tālrunis/Whatsapp/Wechat:86 19013265659
tīmeklis:www.pliroptics.com
Pievienot: 1. ēka, Nr. 1558, izlūkošanas ceļš, Cjinbaidzjana, Čendu, Sičuaņa, Ķīna
Publicēšanas laiks: 18.04.2024




