
1 Definice a příčiny podpovrchového poškození
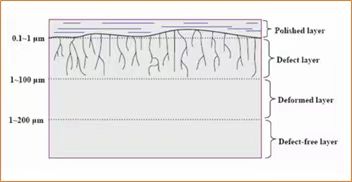
Podpovrchové poškození optických komponent (SSD, podpovrchové poškození) se obvykle zmiňuje u vysoce přesných optických aplikací, jako jsou intenzivní laserové systémy a litografické stroje, a jeho existence omezuje konečnou přesnost zpracování optických komponent a dále ovlivňuje zobrazování. výkonu optických systémů, je tedy potřeba mu věnovat dostatečnou pozornost.Podpovrchové poškození je obvykle charakterizováno trhlinami uvnitř povrchu prvku a vnitřních napěťových vrstev, které jsou způsobeny určitou zbytkovou fragmentací a deformací materiálového složení v blízké povrchové oblasti.Model podpovrchového poškození je znázorněn následovně: vrchní vrstva je leštěná vrstva sedimentu a potom vrstva defektu trhlin a vrstva deformace napětí jsou spodní vrstvou a vrstva materiálu bez poškození je nejvnitřnější vrstvou.Mezi nimi vrstva defektů trhlin a vrstva deformace napětí jsou podpovrchové poškození.
Model podpovrchového poškození optických materiálů
Optické komponenty materiálu jsou obecně sklo, keramika a další tvrdé a křehké materiály, v rané fázi zpracování komponent musí projít procesem frézování, jemného broušení a hrubého leštění, v těchto procesech existuje mechanické broušení a chemické reakce. a hrát roli.Brusný nebo abrazivní nástroj v kontaktu s povrchem prvku má vlastnosti nerovnoměrné velikosti částic a síla každého kontaktního bodu na povrchu prvku není stejnoměrná, takže konvexní a konkávní vrstva a vrstva vnitřní trhliny budou být vyroben na povrchu skla.Materiál přítomný v popraskané vrstvě je komponenta, která se během procesu broušení rozbila, ale nespadla z povrchu, takže se vytvoří podpovrchové poškození.Ať už se jedná o abrazivní broušení sypkých částic nebo CNC broušení, tento jev se vytvoří na povrchu materiálu.Skutečný účinek podpovrchového poškození je znázorněn na následujícím obrázku:
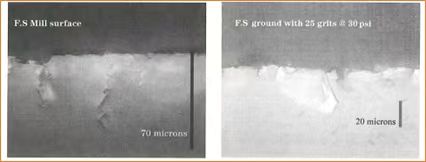
Vykreslování podpovrchového poškození
2 Metody měření poškození pod povrchem
Vzhledem k tomu, že podpovrchové poškození nelze ignorovat, musí být účinně kontrolováno výrobci optických komponent.Aby bylo možné jej účinně kontrolovat, je nutné přesně identifikovat a detekovat velikost podpovrchového poškození na povrchu součásti, protože od počátku minulého století lidé vyvinuli různé metody měření a vyhodnocování velikosti. podpovrchového poškození součásti lze podle způsobu stupně ovlivnění optické součásti rozdělit do dvou kategorií: destruktivní měření a nedestruktivní měření (nedestruktivní zkoušení).
Destruktivní metoda měření, jak název napovídá, je potřeba změnit povrchovou strukturu optického prvku tak, aby bylo možné odhalit podpovrchové poškození, které není snadné pozorovat, a následně pomocí mikroskopu a dalších přístrojů pozorovat metoda měření je tato metoda obvykle časově náročná, ale její výsledky měření jsou spolehlivé a přesné.Nedestruktivní metody měření, které nezpůsobují další poškození povrchu součásti, používají světlo, zvuk nebo jiné elektromagnetické vlny k detekci podpovrchové vrstvy poškození a využívají množství změn vlastností, ke kterým ve vrstvě dochází, k posouzení velikosti SSD, tyto metody jsou relativně pohodlné a rychlé, ale obvykle jde o kvalitativní pozorování.Podle této klasifikace jsou současné metody detekce podpovrchového poškození znázorněny na obrázku níže:

Klasifikace a přehled metod detekce podpovrchového poškození
Následuje stručný popis těchto metod měření:
A. Destruktivní metody
a) Metoda leštění
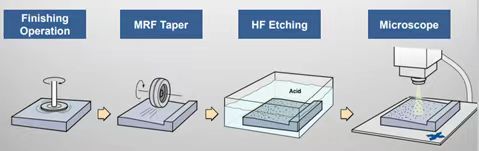
Než se objevilo magnetoreologické leštění, optičtí pracovníci obvykle používali leštění Taper k analýze podpovrchového poškození optických komponent, to znamená řezání optického povrchu podél šikmého úhlu, aby se vytvořil šikmý vnitřní povrch, a pak leštění šikmého povrchu.Obecně se má za to, že leštění nezhorší původní podpovrchové poškození.Praskliny vrstvy SSD budou zjevněji odhaleny ponornou korozí s chemickými činidly.Hloubku, délku a další informace o podpovrchové vrstvě poškození lze měřit optickým pozorováním nakloněného povrchu po ponoření.Později vědci vynalezli metodu Ball dimpling (Ball dimpling), která spočívá v použití kulového leštícího nástroje k vyleštění povrchu po broušení, vyhození jámy ven, hloubka jámy musí být co nejhlubší, aby analýza strany jámy může získat informace o podpovrchovém poškození původního povrchu.
Běžné metody detekce podpovrchového poškození optických prvků
Magnetoreologické leštění (MRF) je technika, která k leštění optických komponent používá magnetický tekutý pás, který se liší od tradičního asfaltového/polyuretanového leštění.Při tradiční metodě leštění leštící nástroj obvykle působí velkou normálovou silou na optický povrch, zatímco Mr Polishing odstraňuje optický povrch v tangenciálním směru, takže Mr Polishing nemění původní charakteristiky podpovrchového poškození optického povrchu.Proto lze Mr Polishing použít k vyleštění drážky na optickém povrchu.Poté se analyzuje oblast leštění, aby se vyhodnotila velikost podpovrchového poškození původního optického povrchu.
a) Metoda blokového lepení
Tato metoda byla také použita pro testování podpovrchového poškození.Ve skutečnosti vyberte čtvercový vzorek se stejným tvarem a materiálem, vyleštěte dva povrchy vzorku a poté použijte lepidlo ke slepení dvou vyleštěných povrchů vzorku k sobě a poté obrouste strany dvou vzorků dohromady ve stejném čas.Po rozemletí se k oddělení dvou čtvercových vzorků použijí chemická činidla.Velikost podpovrchového poškození způsobeného stupněm broušení lze vyhodnotit pozorováním odděleného leštěného povrchu mikroskopem.Schéma procesu metody je následující:
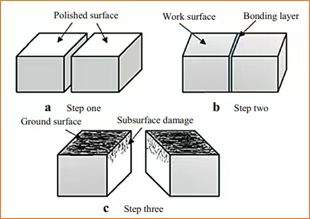
Schematické schéma detekce podpovrchového poškození metodou blokového lepidla
Tato metoda má určitá omezení.Vzhledem k tomu, že existuje lepivý povrch, nemusí situace lepivého povrchu plně odrážet skutečné podpovrchové poškození uvnitř materiálu po broušení, takže výsledky měření mohou odrážet situaci SSD pouze do určité míry.
a) Chemické leptání
Metoda využívá vhodná chemická činidla k erozi poškozené vrstvy optického povrchu.Po ukončení procesu eroze je podpovrchové poškození hodnoceno tvarem povrchu a drsností povrchu součásti a indexem změny rychlosti eroze.Běžně používaná chemická činidla jsou kyselina fluorovodíková (HF), fluorovodík amonný (NH4HF) a další korozivní činidla.
b) Metoda příčného řezu
Vzorek se vypreparuje a použije se rastrovací elektronový mikroskop k přímému pozorování velikosti podpovrchového poškození.
c) Metoda impregnace barvivem
Protože povrchová vrstva broušeného optického prvku obsahuje velké množství mikrotrhlin, lze do materiálu vtlačit barviva, která mohou tvořit barevný kontrast s optickým substrátem nebo kontrast s substrátem.Pokud se substrát skládá z tmavého materiálu, lze použít fluorescenční barviva.Podpovrchové poškození pak lze snadno opticky nebo elektronicky zkontrolovat.Protože praskliny jsou obvykle velmi jemné a uvnitř materiálu, když hloubka průniku barviva nestačí, nemusí představovat skutečnou hloubku mikrotrhliny.Aby se získala co nejpřesnější hloubka trhlin, byla navržena řada metod pro impregnaci barviv: mechanické předlisování a izostatické lisování za studena a použití mikroanalýzy elektronovou sondou (EPMA) k detekci stop barviva při velmi nízkých koncentracích.
B, nedestruktivní metody
a) Metoda odhadu
Metoda odhadu odhaduje především hloubku podpovrchového poškození podle velikosti velikosti částic brusného materiálu a velikosti drsnosti povrchu součásti.Výzkumníci používají velké množství testů, aby stanovili odpovídající vztah mezi velikostí částic abrazivního materiálu a hloubkou podpovrchového poškození, stejně jako porovnávací tabulku mezi velikostí drsnosti povrchu součásti a podpovrchovým poškozením. poškození povrchu.Podpovrchové poškození povrchu aktuální součásti lze odhadnout pomocí jejich korespondence.
b) Optická koherenční tomografie (OCT)
Optická koherentní tomografie, jejímž základním principem je Michelsonova interference, vyhodnocuje naměřené informace prostřednictvím interferenčních signálů dvou paprsků světla.Tato technika se běžně používá k pozorování biologických tkání a poskytuje průřezovou tomografii podpovrchové struktury tkáně.Když se k pozorování podpovrchového poškození optického povrchu používá technika OCT, je třeba vzít v úvahu parametr indexu lomu měřeného vzorku, aby se získala skutečná hloubka trhliny.Metoda údajně dokáže detekovat defekty v hloubce 500μm s vertikálním rozlišením lepším než 20μm.Pokud se však používá pro detekci optických materiálů SSD, světlo odražené od vrstvy SSD je relativně slabé, takže je obtížné vytvářet rušení.Kromě toho povrchový rozptyl také ovlivní výsledky měření a je třeba zlepšit přesnost měření.
c) Metoda laserového rozptylu
Laserové ozařování na fotometrickém povrchu, využívající rozptylové vlastnosti laseru k posouzení velikosti podpovrchového poškození, bylo také rozsáhle studováno.Mezi běžné patří totální vnitřní reflexní mikroskopie (TIRM), konfokální laserová skenovací mikroskopie (CLSM) a protínající se polarizační konfokální mikroskopie (CPCM).křížově polarizační konfokální mikroskopie atd.
d) Rastrovací akustický mikroskop
Skenovací akustická mikroskopie (SAM), jako ultrazvuková detekční metoda, je nedestruktivní testovací metoda, která se široce používá k detekci vnitřních defektů.Tato metoda se obvykle používá k měření vzorků s hladkým povrchem.Když je povrch vzorku velmi drsný, přesnost měření se sníží vlivem povrchových rozptýlených vln.
3 Metody kontroly poškození pod povrchem
Naším konečným cílem je efektivně kontrolovat podpovrchové poškození optických komponent a získat komponenty, které zcela odstraní SSDS.Za normálních okolností je hloubka podpovrchového poškození úměrná velikosti velikosti brusných částic, čím menší je velikost částic brusiva, tím mělčí je podpovrchové poškození, a to snížením zrnitosti broušení a plně broušením, můžete účinně zlepšit stupeň podpovrchového poškození.Schéma zpracování řízení podpovrchového poškození ve fázích je znázorněno na obrázku níže:
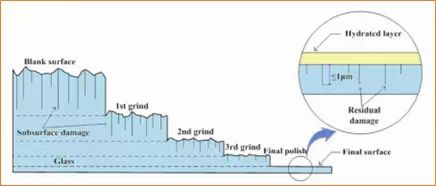
Podpovrchové poškození je kontrolováno postupně
První fáze broušení zcela odstraní podpovrchové poškození na povrchu polotovaru a v této fázi vytvoří nový podpovrch, a poté ve druhé fázi broušení je nutné odstranit SSD vytvořený v první fázi a vytvořit nové podpovrchové poškození opět zpracování a kontrola velikosti částic a čistoty brusiva a nakonec získání očekávaného optického povrchu.To je také strategie zpracování, kterou se optická výroba řídí po stovky let.
Navíc po procesu broušení může moření povrchu součásti účinně odstranit podpovrchové poškození, čímž se zlepší kvalita povrchu a zlepší se účinnost zpracování.
Kontakt:
Email:jasmine@pliroptics.com ;
Telefon/Whatsapp/Wechat:86 19013265659
web:www.pliroptics.com
Přidat:Building 1, No.1558, Intelligence Road, Qingbaijiang, Chengdu, Sichuan, China
Čas odeslání: 18. dubna 2024




