
1 Definícia a príčiny podpovrchového poškodenia
Podpovrchové poškodenie optických komponentov (SSD, podpovrchové poškodenie) sa zvyčajne spomína vo vysoko presných optických aplikáciách, ako sú intenzívne laserové systémy a litografické stroje, a jeho existencia obmedzuje konečnú presnosť spracovania optických komponentov a ďalej ovplyvňuje zobrazovanie. výkonu optických systémov, preto mu treba venovať dostatočnú pozornosť.Podpovrchové poškodenie je zvyčajne charakterizované trhlinami vo vnútri povrchu prvku a vrstiev vnútorného napätia, ktoré sú spôsobené určitou zvyškovou fragmentáciou a deformáciou materiálového zloženia v oblasti blízkeho povrchu.Model podpovrchového poškodenia je znázornený nasledovne: horná vrstva je leštená vrstva sedimentu a potom vrstva defektu trhliny a vrstva deformácie napätia sú spodnou vrstvou a vrstva materiálu bez poškodenia je najvnútornejšia vrstva.Medzi nimi vrstva defektu trhliny a vrstva deformácie napätia sú podpovrchové poškodenie.
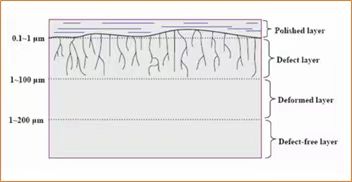
Model podpovrchového poškodenia optických materiálov
Optické komponenty materiálu sú vo všeobecnosti sklo, keramika a iné tvrdé a krehké materiály, v počiatočnom štádiu spracovania komponentov musia prejsť procesom frézovania, jemného brúsenia a hrubého leštenia, v týchto procesoch existuje mechanické brúsenie a chemické reakcie. a hrať rolu.Brúsny alebo brúsny nástroj, ktorý je v kontakte s povrchom prvku, má charakteristiky nerovnomernej veľkosti častíc a sila každého kontaktného bodu na povrchu prvku nie je rovnomerná, takže konvexná a konkávna vrstva a vrstva vnútornej trhliny budú byť vyrobené na povrchu skla.Materiál prítomný v prasknutej vrstve je komponent, ktorý sa zlomil počas procesu brúsenia, ale nespadol z povrchu, takže sa vytvorí podpovrchové poškodenie.Či už ide o abrazívne brúsenie voľných častíc alebo CNC brúsenie, tento jav sa vytvorí na povrchu materiálu.Skutočný účinok podpovrchového poškodenia je znázornený na nasledujúcom obrázku:
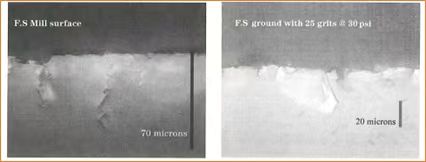
Vykresľovanie podpovrchového poškodenia
2 Metódy merania poškodenia pod povrchom
Keďže podpovrchové poškodenie nemožno ignorovať, výrobcovia optických komponentov ho musia účinne kontrolovať.Aby sme to mohli efektívne kontrolovať, je potrebné presne identifikovať a zistiť veľkosť podpovrchového poškodenia na povrchu súčiastky, pretože od začiatku minulého storočia ľudia vyvinuli rôzne metódy na meranie a vyhodnotenie veľkosti. podpovrchového poškodenia súčiastky, podľa spôsobu miery vplyvu na optickú súčiastku, možno rozdeliť do dvoch kategórií: deštruktívne meranie a nedeštruktívne meranie (nedeštruktívne skúšanie).
Deštruktívna metóda merania, ako už názov napovedá, je potreba zmeniť povrchovú štruktúru optického prvku tak, aby bolo možné odhaliť podpovrchové poškodenie, ktoré nie je ľahké pozorovať, a následne pomocou mikroskopu a iných prístrojov pozorovať metóda merania je táto metóda zvyčajne časovo náročná, ale jej výsledky merania sú spoľahlivé a presné.Nedeštruktívne meracie metódy, ktoré nespôsobujú dodatočné poškodenie povrchu súčiastky, využívajú svetlo, zvuk alebo iné elektromagnetické vlny na detekciu podpovrchovej vrstvy poškodenia a využívajú množstvo zmien vlastností, ku ktorým dochádza vo vrstve, na posúdenie veľkosti SSD, takéto metódy sú relatívne pohodlné a rýchle, ale zvyčajne ide o kvalitatívne pozorovanie.Podľa tejto klasifikácie sú súčasné metódy detekcie podpovrchového poškodenia znázornené na obrázku nižšie:

Klasifikácia a súhrn metód zisťovania podpovrchových poškodení
Nasleduje stručný popis týchto metód merania:
A. Deštruktívne metódy
a) Metóda leštenia
Pred objavením sa magnetoreologického leštenia optickí pracovníci zvyčajne používali leštenie Taper na analýzu podpovrchového poškodenia optických komponentov, to znamená rezanie optického povrchu pozdĺž šikmého uhla, aby sa vytvoril šikmý vnútorný povrch, a potom leštenie šikmého povrchu.Všeobecne sa verí, že leštenie nezhorší pôvodné podpovrchové poškodenie.Praskliny vrstvy SSD budú zrejmejšie odhalené ponornou koróziou s chemickými činidlami.Hĺbku, dĺžku a ďalšie informácie o podpovrchovej vrstve poškodenia možno merať optickým pozorovaním nakloneného povrchu po ponorení.Neskôr vedci vynašli metódu Ball dimpling (Ball dimpling), ktorá spočíva v použití guľového leštiaceho nástroja na vyleštenie povrchu po vybrúsení, vyhodení jamy von, pričom hĺbka jamy musí byť čo najhlbšia, aby analýza strany jamy môže získať informácie o podpovrchovom poškodení pôvodného povrchu.
Bežné metódy detekcie podpovrchového poškodenia optických prvkov
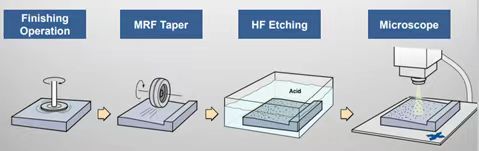
Magnetoreologické leštenie (MRF) je technika, ktorá využíva magnetický tekutý pás na leštenie optických komponentov, čo sa líši od tradičného asfaltového/polyuretánového leštenia.Pri tradičnej metóde leštenia leštiaci nástroj zvyčajne pôsobí veľkou normálovou silou na optický povrch, zatiaľ čo Mr Polishing odstraňuje optický povrch v tangenciálnom smere, takže Mr Polishing nemení pôvodné charakteristiky podpovrchového poškodenia optického povrchu.Preto možno Mr Polishing použiť na vyleštenie drážky na optickom povrchu.Potom sa oblasť leštenia analyzuje, aby sa vyhodnotila veľkosť podpovrchového poškodenia pôvodného optického povrchu.
a) Metóda blokového lepenia
Táto metóda bola použitá aj na testovanie podpovrchového poškodenia.V skutočnosti vyberte štvorcovú vzorku s rovnakým tvarom a materiálom, vyleštite dva povrchy vzorky a potom pomocou lepidla zlepte dva vyleštené povrchy vzorky k sebe a potom zbrúste strany oboch vzoriek spolu na rovnakú úroveň. čas.Po rozomletí sa na oddelenie dvoch štvorcových vzoriek použijú chemické činidlá.Veľkosť podpovrchového poškodenia spôsobeného brúsnym stupňom možno vyhodnotiť pozorovaním oddeleného lešteného povrchu mikroskopom.Schéma procesu metódy je nasledovná:
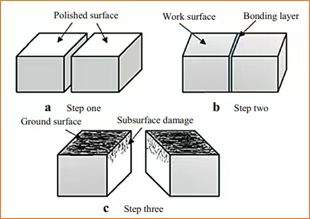
Schematický diagram detekcie podpovrchového poškodenia metódou blokového lepidla
Táto metóda má určité obmedzenia.Pretože je tu lepkavý povrch, situácia na lepkavom povrchu nemusí plne odrážať skutočné podpovrchové poškodenie vo vnútri materiálu po brúsení, takže výsledky merania môžu odrážať situáciu SSD len do určitej miery.
a) Chemické leptanie
Metóda využíva vhodné chemické prostriedky na eróziu poškodenej vrstvy optického povrchu.Po ukončení procesu erózie sa podpovrchové poškodenie vyhodnotí tvarom povrchu a drsnosťou povrchu súčiastky a indexovou zmenou rýchlosti erózie.Bežne používané chemické činidlá sú kyselina fluorovodíková (HF), fluorovodík amónny (NH4HF) a iné korozívne činidlá.
b) Metóda prierezu
Vzorka sa vypreparuje a použije sa rastrovací elektrónový mikroskop na priame pozorovanie veľkosti podpovrchového poškodenia.
c) Metóda impregnácie farbivom
Pretože povrchová vrstva brúseného optického prvku obsahuje veľké množstvo mikrotrhlín, je možné do materiálu vtlačiť farbivá, ktoré môžu vytvárať farebný kontrast s optickým substrátom alebo kontrast s substrátom.Ak substrát pozostáva z tmavého materiálu, možno použiť fluorescenčné farbivá.Podpovrchové poškodenie je potom možné jednoducho opticky alebo elektronicky skontrolovať.Pretože praskliny sú zvyčajne veľmi jemné a vo vnútri materiálu, keď hĺbka prieniku farbiva nestačí, nemusí predstavovať skutočnú hĺbku mikrotrhliny.Aby sa získala čo najpresnejšia hĺbka trhliny, bolo navrhnutých niekoľko metód na impregnáciu farbív: mechanické predlisovanie a izostatické lisovanie za studena a použitie mikroanalýzy elektrónovou sondou (EPMA) na detekciu stôp farbiva pri veľmi nízkych koncentráciách.
B, nedeštruktívne metódy
a) Metóda odhadu
Metóda odhadu odhaduje najmä hĺbku podpovrchového poškodenia podľa veľkosti veľkosti častíc brúsneho materiálu a veľkosti drsnosti povrchu súčiastky.Výskumníci používajú veľké množstvo testov na stanovenie zodpovedajúceho vzťahu medzi veľkosťou častíc brúsneho materiálu a hĺbkou podpovrchového poškodenia, ako aj porovnávaciu tabuľku medzi veľkosťou drsnosti povrchu komponentu a podpovrchovým poškodením. poškodenie povrchu.Podpovrchové poškodenie povrchu súčasného komponentu možno odhadnúť pomocou ich korešpondencie.
b) Optická koherentná tomografia (OCT)
Optická koherentná tomografia, ktorej základným princípom je Michelsonova interferencia, vyhodnocuje namerané informácie prostredníctvom interferenčných signálov dvoch svetelných lúčov.Táto technika sa bežne používa na pozorovanie biologických tkanív a poskytuje prierezovú tomografiu podpovrchovej štruktúry tkaniva.Keď sa na pozorovanie podpovrchového poškodenia optického povrchu používa technika OCT, na získanie skutočnej hĺbky trhliny sa musí zvážiť parameter indexu lomu meranej vzorky.Metóda údajne dokáže odhaliť defekty v hĺbke 500 μm s vertikálnym rozlíšením lepším ako 20 μm.Keď sa však používa na detekciu SSD optických materiálov, svetlo odrazené od vrstvy SSD je relatívne slabé, takže je ťažké vytvárať rušenie.Okrem toho povrchový rozptyl ovplyvní aj výsledky merania a je potrebné zlepšiť presnosť merania.
c) Metóda laserového rozptylu
Rozsiahlo bolo študované aj laserové ožarovanie na fotometrickom povrchu, využívajúce rozptylové vlastnosti lasera na posúdenie veľkosti podpovrchového poškodenia.Medzi bežné patrí totálna vnútorná reflexná mikroskopia (TIRM), konfokálna laserová skenovacia mikroskopia (CLSM) a pretínajúca sa polarizačná konfokálna mikroskopia (CPCM).krížovo polarizačná konfokálna mikroskopia atď.
d) Rastrovací akustický mikroskop
Skenovacia akustická mikroskopia (SAM), ako metóda ultrazvukovej detekcie, je nedeštruktívna testovacia metóda, ktorá sa široko používa na detekciu vnútorných defektov.Táto metóda sa zvyčajne používa na meranie vzoriek s hladkým povrchom.Keď je povrch vzorky veľmi drsný, presnosť merania sa zníži v dôsledku vplyvu povrchových rozptýlených vĺn.
3 Metódy kontroly poškodenia pod povrchom
Naším konečným cieľom je efektívne kontrolovať podpovrchové poškodenie optických komponentov a získať komponenty, ktoré úplne odstránia SSDS.Za normálnych okolností je hĺbka podpovrchového poškodenia úmerná veľkosti abrazívnych častíc, čím menšia je veľkosť častíc abrazíva, tým plytšie je podpovrchové poškodenie, a to znížením zrnitosti brúsenia a plne brúsením, môžete účinne zlepšiť stupeň podpovrchového poškodenia.Schéma spracovania kontroly poškodenia pod povrchom v etapách je znázornená na obrázku nižšie:
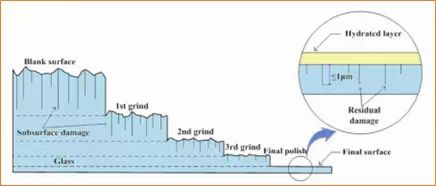
Podpovrchové poškodenie je kontrolované postupne
Prvá fáza brúsenia úplne odstráni podpovrchové poškodenie na povrchu polotovaru a v tejto fáze vytvorí nový podpovrch a potom v druhej fáze brúsenia je potrebné odstrániť SSD generovaný v prvej fáze a vytvoriť nové podpovrchové poškodenie. opäť spracovanie a kontrola veľkosti častíc a čistoty brusiva a nakoniec získanie očakávaného optického povrchu.Toto je tiež spracovateľská stratégia, ktorou sa optická výroba riadi už stovky rokov.
Navyše, po procese brúsenia môže morenie povrchu komponentu účinne odstrániť podpovrchové poškodenie, čím sa zlepší kvalita povrchu a zlepší sa účinnosť spracovania.
Kontakt:
Email:jasmine@pliroptics.com ;
Telefón/Whatsapp/Wechat:86 19013265659
web:www.pliroptics.com
Pridať:Building 1, No.1558, Intelligence Road, Qingbaijiang, Chengdu, Sichuan, China
Čas odoslania: 18. apríla 2024




