
Спецификација на површината
Квалитет на површината
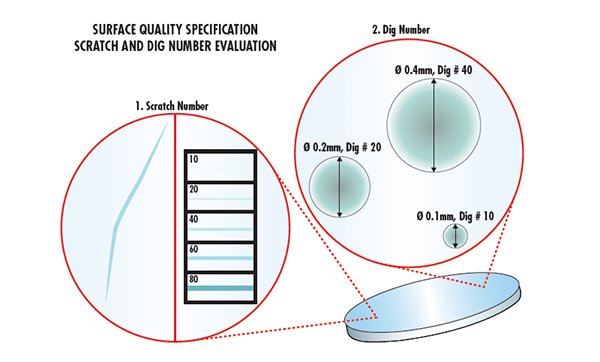
Квалитетот на оптичката површина се користи за мерење на површинските карактеристики на оптичкиот производ и покрива голем број несовршености како што се гребнатини и јами.Повеќето од овие површински несовршености се чисто козметички и не влијаат многу на перформансите на системот, иако тие може да предизвикаат мало намалување на пропусната моќ на системот и пофино расејување на расеаната светлина.Сепак, некои површини ќе бидат почувствителни на овие ефекти, како што се: површини со рамнини на слика, каде што овие несовршености можат да создадат фокусирање и површини со високи нивоа на моќност, каде што овие несовршености може да ја зголемат апсорпцијата на енергија и да го уништат оптичкиот производ.Најчесто користената спецификација за квалитетот на површината е спецификацијата за гребење и дупчење илустрирана со MIL-PRF-13830B.Имињата на гребнатинки се одредуваат со споредување на гребнатини на површина со серија стандардни гребнатини обезбедени под контролирани услови на осветлување.Така, наместо да ги опишува вистинските гребнатини, името на гребнатинки ги споредува со стандардните гребнатини врз основа на спецификациите на MIL.Имињата на јамите, сепак, се однесуваат директно на точки или јами на површината.Имињата на јамата се пресметуваат со делење на дијаметарот на јамата во микрони со 10. Обично спецификацијата за гребење помеѓу 80 и 50 би се сметала за стандарден квалитет, помеѓу 60 и 40 би бил точен квалитет, а помеѓу 20 и 10 би се сметале за висока прецизност квалитет.
Површинска плошност
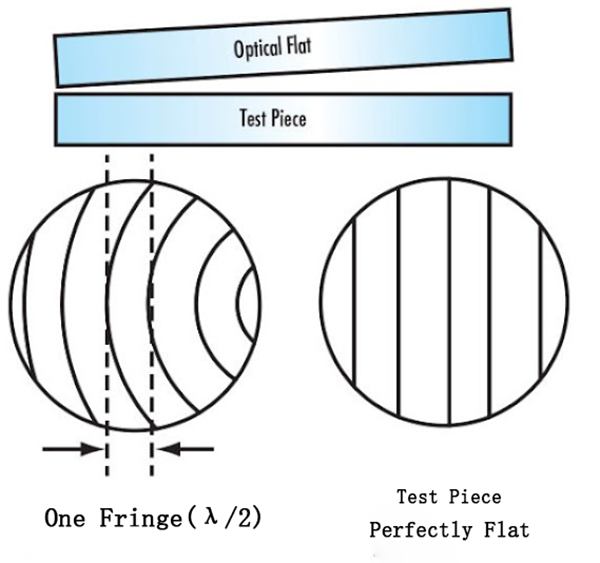
p>Површинската плошност е тип на спецификација што ја мери прецизноста на површината и се користи за мерење на отстапувањето на рамни површини како што се огледала, прозорски делови,призми, или рамни огледала.Можете да го измерите ова отстапување користејќи оптички рамен кристал, кој е висококвалитетна референтна рамнина со висока прецизност што се користи за споредување на мазноста на примероците.Кога рамнината на оптичкиот производ што се тестира е поставена наспроти оптика, се појавуваат ленти, чиј облик укажува на мазноста на површината на оптичкиот производ што се тестира.Ако лентите се подеднакво распоредени и се паралелни прави линии, тогаш тестираната оптичка површина е барем рамна како референтниот оптички рамен кристал.Ако лентите се закривени, бројот на ленти помеѓу две испрекинати линии (едната испрекината линија тангента на средната точка на лентата и другата испрекината линија што минува низ крајната точка на истата лента) укажува на грешка во мазноста.Отстапувањата во мазноста обично се мерат во однос на вредностите на бранување (λ), кои се составени од повеќе бранови должини на изворот за тестирање.Една лента одговара на ½ од брановата должина.Мазност од 1λ означува просечно ниво на квалитет;мазност од λ/4 укажува на точно ниво на квалитет;а мазноста од λ/20 укажува на високо прецизно ниво на квалитет.
Број на отворот
Бројот на отворот е тип на спецификација што ја мери точноста на површината, која е применлива за заоблени оптички површини или површини со моќност.Тестот за бројот на отворот е сличен на тестот за плошност со тоа што ја споредува површината со референтна површина со радиус на закривеност со точен колегиум.Користејќи го истиот принцип на пречки генериран од јазот помеѓу овие две површини, шемата за пречки на лентите се користи за да се карактеризира отстапувањето помеѓу површината за тестирање и референтната површина.Отстапувањето од референцата ќе произведе серија прстени наречени Њутнови прстени.Колку повеќе прстени се присутни, толку е поголемо отстапувањето.Бројот на темни или светли прстени, наместо вкупниот број на темни и светли прстени, е еднаков на двојно поголема грешка во брановата должина.
Неправилност
Неправилноста е тип на спецификација што ја мери точноста на површината и го опишува отстапувањето на обликот на површината од формата на референтната површина.Неправилноста се мери на ист начин како и бројот на отворот.Неправилност е сферична кружна лента формирана со споредување на површината за испитување со референтна површина.Кога површината има број на отвор од повеќе од 5 ленти, ќе биде тешко да се детектираат мали неправилни форми помали од 1 лента.Затоа, вообичаена практика е да се специфицира односот на бројот на отвори со неправилноста на површината така што тој да биде приближно 5:1.
Површинска завршница/грубост на површината
Површинската завршница, позната и како грубост на површината, се користи за мерење на мали неправилности на површината.Тие обично се резултат на лош процес на полирање.Грубите површини имаат тенденција да бидат поотпорни на триење од мазните површини и можеби не се погодни за некои апликации, особено за оние кои користат ласери или во прегреани средини, поради можноста за мали прекини или несовршености на местото на нуклеација.Производните толеранции за завршна обработка на површини се 50Å RMS за просечен квалитет, 20Å RMS за прецизен квалитет и 5Å RMS за висок квалитет.
За подетални спецификација, погледнете ја нашатакаталошка оптикаили или слободно контактирајте не за повеќе информации.
Време на објавување: 28 февруари 2024 година




