
Pagtutukoy ng Ibabaw
Kalidad ng Ibabaw
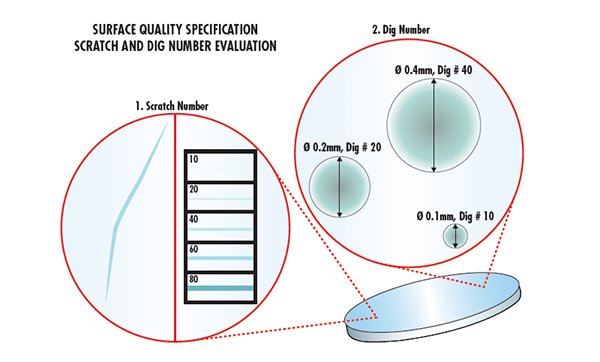
Ang kalidad ng isang optical surface ay ginagamit upang sukatin ang mga katangian ng ibabaw ng isang optical na produkto at sumasaklaw sa ilang mga di-kasakdalan gaya ng mga gasgas at hukay.Karamihan sa mga imperpeksyon sa ibabaw na ito ay puro kosmetiko at hindi gaanong nakakaapekto sa performance ng system, bagaman, maaari silang magdulot ng maliit na pagbaba sa throughput ng system at mas pinong pagkalat ng nakakalat na liwanag.Gayunpaman, ang ilang mga ibabaw ay magiging mas sensitibo sa mga epektong ito, tulad ng: mga ibabaw na may mga eroplano ng imahe, kung saan ang mga di-kasakdalan na ito ay maaaring lumikha ng pagtutok, at mga ibabaw na may mataas na antas ng kapangyarihan, kung saan ang mga hindi kasakdalan na ito ay maaaring magpapataas ng pagsipsip ng enerhiya at masira ang optical na produkto.Ang pinakakaraniwang ginagamit na detalye para sa kalidad ng ibabaw ay ang scratch at pitting na detalye na inilalarawan ng MIL-PRF-13830B.Natutukoy ang mga pangalan ng scratch sa pamamagitan ng paghahambing ng mga gasgas sa ibabaw sa isang serye ng mga karaniwang gasgas na ibinigay sa ilalim ng mga kontroladong kondisyon ng pag-iilaw.Kaya, sa halip na ilarawan ang aktwal na mga gasgas nito, inihahambing ng pangalan ng scratch ang mga ito sa karaniwang mga gasgas batay sa mga detalye ng MIL.Ang mga pangalan ng hukay, gayunpaman, ay direktang nauugnay sa mga punto o hukay sa isang ibabaw.Ang mga pangalan ng pit ay kinakalkula sa pamamagitan ng paghahati sa diameter ng hukay sa microns ng 10. Karaniwang ang isang scratch pit specification sa pagitan ng 80 at 50 ay ituturing na karaniwang kalidad, sa pagitan ng 60 at 40 ay magiging tumpak na kalidad, at sa pagitan ng 20 at 10 ay maituturing na mataas na katumpakan kalidad.
patag na ibabaw
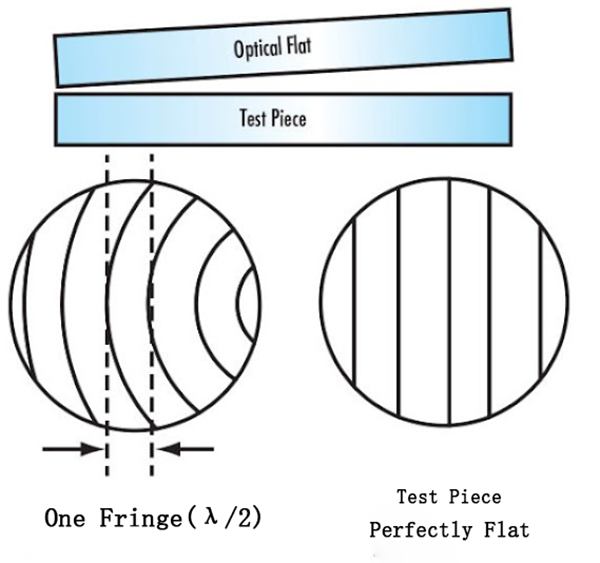
p>Ang surface flatness ay isang uri ng detalye na sumusukat sa katumpakan ng ibabaw, at ginagamit ito upang sukatin ang paglihis ng mga patag na ibabaw tulad ng mga salamin, mga piraso ng bintana,prisma, o mga patag na salamin.Maaari mong sukatin ang paglihis na ito gamit ang isang optical flat crystal, na isang mataas na kalidad, mataas na katumpakan na reference plane na ginagamit upang ihambing ang kinis ng mga specimen.Kapag ang eroplano ng produktong optical na nasa ilalim ng pagsubok ay inilagay laban sa mga optika, lumilitaw ang mga streak, ang hugis nito ay nagpapahiwatig ng kinis ng ibabaw ng produktong optical na sinusuri.Kung ang mga streak ay pantay na may pagitan at mga parallel na tuwid na linya, kung gayon ang nasubok na optical surface ay hindi bababa sa flat ng reference na optical flat crystal.Kung ang mga guhit ay kurbado, ang bilang ng mga guhit sa pagitan ng dalawang putol-putol na linya (isang putol-putol na linyang padaplis sa gitna ng guhit at ang isa pang putol-putol na linya na dumadaan sa endpoint ng parehong guhit) ay tumutukoy sa isang error sa kinis.Ang mga deviation sa smoothness ay karaniwang sinusukat sa mga tuntunin ng ripple values (λ), na binubuo ng maraming wavelength ng test source.Ang isang guhit ay tumutugma sa ½ ng wavelength.Ang kinis na 1λ ay nagpapahiwatig ng isang average na antas ng kalidad;ang kinis ng λ/4 ay nagpapahiwatig ng tumpak na antas ng kalidad;at ang kinis ng λ/20 ay nagpapahiwatig ng mataas na antas ng kalidad ng katumpakan.
Aperture number
Ang Aperture number ay isang uri ng detalye na sumusukat sa katumpakan ng isang surface, na naaangkop sa mga curved optical surface o surface na may power.Ang aperture number test ay katulad ng isang flatness test dahil inihahambing nito ang surface sa isang reference na surface na may collegiate-accurate na radius ng curvature.Gamit ang parehong prinsipyo ng interference na nabuo ng agwat sa pagitan ng dalawang surface na ito, ginagamit ang interference pattern ng mga guhit upang makilala ang deviation sa pagitan ng test surface at reference surface.Ang paglihis mula sa sanggunian ay magbubunga ng isang serye ng mga singsing na tinatawag na Newton's rings.Ang mas maraming singsing na naroroon, mas malaki ang paglihis.Ang bilang ng madilim o maliwanag na mga singsing, sa halip na ang kabuuang bilang ng parehong madilim at maliwanag na mga singsing, ay katumbas ng dalawang beses sa error sa wavelength.
Iregularidad
Ang iregularidad ay isang uri ng detalye na sumusukat sa katumpakan ng isang ibabaw at naglalarawan ng paglihis ng hugis sa ibabaw mula sa isang reference na hugis sa ibabaw.Ang iregularidad ay sinusukat sa parehong paraan tulad ng aperture number.Ang iregularidad ay ang spherical circular streak na nabuo sa pamamagitan ng paghahambing ng test surface sa isang reference surface.Kapag ang surface ay may aperture number na higit sa 5 stripes, magiging mahirap na tuklasin ang maliliit na irregular na hugis na mas maliit sa 1 stripe.Samakatuwid, karaniwang kasanayan na tukuyin ang ratio ng bilang ng mga aperture sa iregularidad ng ibabaw upang ito ay humigit-kumulang 5:1.
Ibabaw ng Tapos/pagkamagaspang sa ibabaw
Ang surface finish, na kilala rin bilang surface roughness, ay ginagamit upang sukatin ang maliliit na iregularidad sa isang surface.Kadalasan ang mga ito ay resulta ng isang mahinang proseso ng buli.Ang mga magaspang na ibabaw ay malamang na mas lumalaban sa abrasion kaysa sa makinis na mga ibabaw at maaaring hindi angkop para sa ilang mga aplikasyon, lalo na sa mga gumagamit ng mga laser o sa sobrang init na mga kapaligiran, dahil sa posibilidad ng mga maliliit na break o imperfections sa nucleation site.Ang mga pagpapaubaya sa produksyon para sa surface finishing ay 50Å RMS para sa average na kalidad, 20Å RMS para sa tumpak na kalidad, at 5Å RMS para sa mataas na kalidad.
Para sa mas malalim na detalye, pakitingnan ang amingoptika ng katalogoo o huwag mag-atubiling makipag-ugnayan sa amin para sa karagdagang impormasyon.
Oras ng post: Peb-28-2024




